




| 产品介绍 | |
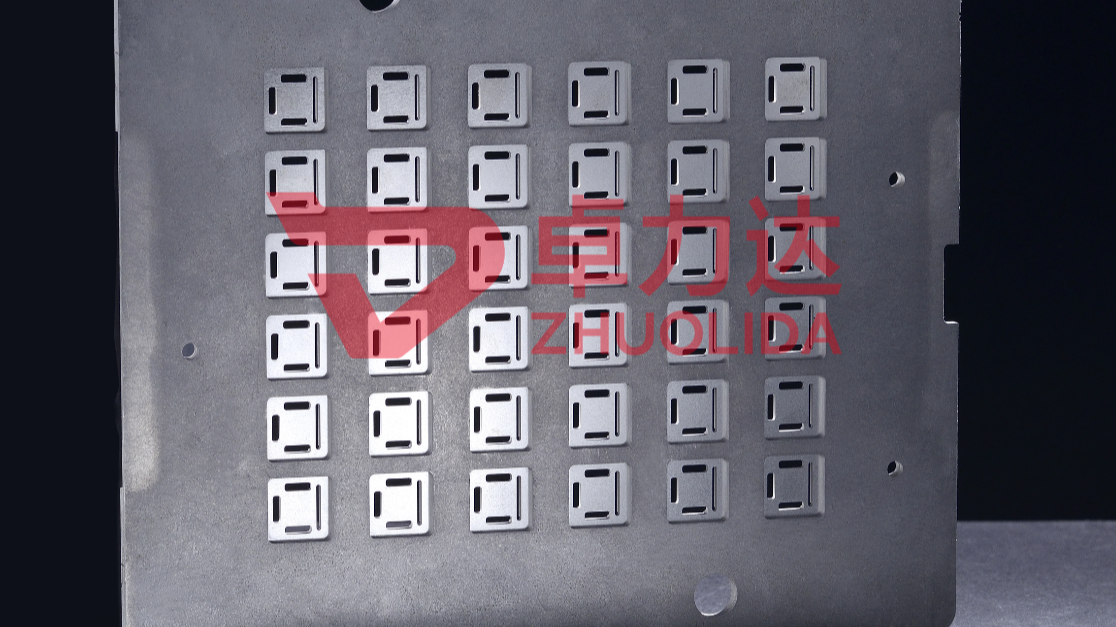
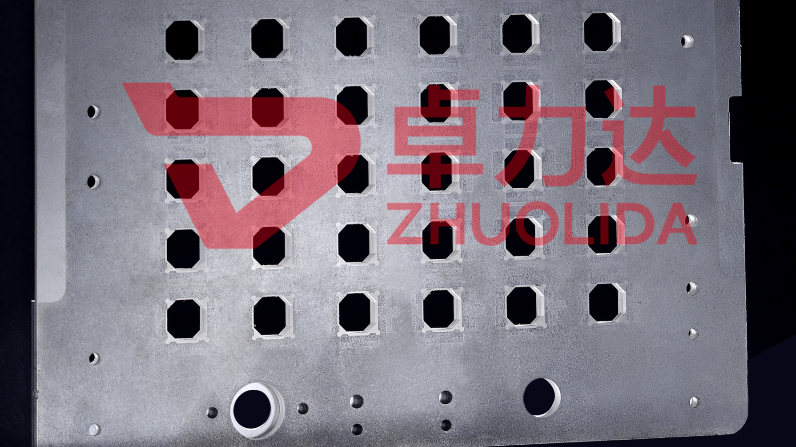
| 产品名称: | 扩散焊 |
| 产品简介: | 扩散焊 时因基体不过热、不熔化,可以在不降低焊件性能的情况下焊接介乎所有的金属或非金属之间。 |
| 产品用途: | 扩散焊产品广泛应用于机械制造、半导体、自动化治具、航空航天、医疗、船舶制造、食品机械制造等等行业。这一新方法来制造电真空器件、工具、制动器、水力机械的部件、双金属的各种零件、家用复合底锅(焊接后无需表面处理)等等。 |
| 工艺流程: | 需要焊接的工件对位预固定-进炉-加压-抽真空-升温-保压-降温-出炉-检验-符合要求出货。 |
| 我们的优势 | |
| 1、截止2018年我们在蚀刻领域从业19年,并一直致力于精密蚀刻配合扩散焊 技术研发 、生产和销售 。 | |
| 2、公司先后通过ISO9001 质量管理体系认证和ISO140014环境管理体系认证、汽车行业TS 16949 认证、高新技术企业认证等。卓力达一直注重技术研发,设有专业实验室并外聘和培养了高新技术人才。 | |
| 3、扩散焊 可焊接其它方法难以焊接的材料,不论是塑性差或熔点高的同种材料,还是相互不溶解或熔焊时会产生金属间化合物的异种金属材料,都能得到较牢固的焊接接头。 | |
影响焊缝成形和工艺性能的参数主要有:焊接温度、压力、时间和保护气体的种类。在其他参数固定时,采用较高压力能产生较好的接头。压力上限取决于焊件总体变形量的限度、设备吨位等。对于异种金属扩散焊,采用较大的压力对减少或防止扩散孔洞有作用。除热静压扩散焊外通常扩散焊压力在0.5~50MPa 之间选择。
扩散时间是指焊件在焊接温度下保持的时间。在该焊接时间内保证扩散过程全部完成,以达到所需的强度。扩散时间过短,则接头强度达不到稳定的、与母材相等的强度。但过高的高温高压持续时间,对接头质量不起任何进一步提高的作用,采用某种焊接参数时,焊接时间有数分钟即足够。 焊接保护气体纯度、流量、压力或真空度、漏气率均会影响扩散焊接头质量。常用保护气体是氩气,对有些材料也可用高纯氮气、氢气或氦气。
扩散焊可焊接大断面的接头,和结构复杂、接头不易接近以及厚薄相差较大的工件,能对组件中的多个接头同时实施焊接。
扩散焊是在金属不熔化的情况下,形成焊接接头,这就使两待焊表面接触距离达到1μm以内,这样原子间的引力才起作用并形成金属键,获得一定强度的接头。


卓力达拥有深圳卓力达、昆山卓力达、南通卓力达三大生产基地,目前我司的精密蚀刻产品配合真空扩散焊技术广泛服务于军工、医疗、精密过滤、模具、半导体、自动化等等装备制造行业。我们可以免费提供扩散焊 加工工艺解决方案以及关于扩散焊 行业资讯服务。





 137 6128 9708 尤经理
137 6128 9708 尤经理 yw5@zhuolida.com
yw5@zhuolida.com
 江苏省南通市通州区南通高新技术产业开发区金川路268号
江苏省南通市通州区南通高新技术产业开发区金川路268号
